 简体中文
简体中文


Piesele de ștanțare hardware se află în centrul producției moderne. De la suportul din interiorul ușii mașinii dvs. până la terminalul din interiorul unui releu industrial, aceste componente mici de precizie mențin ansamblurile complexe să funcționeze în mod fiabil – adesea fără ca utilizatorul final să le observe vreodată. În calitate de producător care produce piese de ștanțare din metal din 2010, dorim să vă oferim o imagine clară și practică a ce sunt de fapt piesele de ștanțare hardware, cum sunt fabricate și ce să căutați atunci când le cumpărați.
Ce sunt piesele de ștanțare hardware?
Piesele de ștanțare hardware sunt componente metalice produse prin presare, perforare, îndoire sau tragere a tablei printr-o matriță folosind o presă mecanică sau hidraulică. Procesul este cunoscut sub denumirea de ștanțare a metalului sau formare prin presare. Spre deosebire de prelucrare, care îndepărtează materialul pentru a crea o formă, ștanțarea este un proces de formare - materialul este remodelat fără a fi tăiat, ceea ce reduce dramatic deșeurile și costurile la scară.
Termenul „piese de ștanțare hardware” acoperă o gamă extrem de largă de componente. O scurtă listă reprezentativă include:
- Suporturi, cleme și plăci de montare utilizate în ansamblurile caroseriei auto
- Borne electrice, conectori și capace de ecranare în electronice de larg consum
- Carcase pentru instrumente chirurgicale și componente adiacente implantului în dispozitive medicale
- Carcase, radiatoare și cadre structurale în mașini industriale
- Balamale, elemente de fixare, arcuri și șaibe în feronerie și produse pentru construcții
Ceea ce împărtășesc toate aceste componente este cerința pentru consistența dimensională strânsă, integritatea suprafeței și capacitatea de a fi produse în volume mari la un nivel de calitate repetabil.
Procesele de bază de ștanțare explicate
Înțelegerea operațiunilor de bază implicate vă ajută să comunicați mai eficient cu furnizorul și să evaluați ofertele mai precis. Majoritatea pieselor de ștanțare hardware sunt produse prin una sau mai multe dintre următoarele operațiuni:
Decuparea și perforarea
Un poanson forțează tabla să treacă printr-o matriță pentru a separa o formă plată (decupare) sau pentru a crea o gaură (perforare). Acestea sunt de obicei primele operații dintr-un proces în mai multe etape. Precizia dimensională determină aici dacă fiecare operațiune din aval rămâne în toleranță.
Îndoire și formare
Îndoirea aplică forța de-a lungul unei axe drepte pentru a crea caracteristici unghiulare. Formarea este un termen mai larg pentru orice operațiune care schimbă conturul foii fără a îndepărta materialul, inclusiv ștanțarea, marcarea și ondularea. Springback (tendința metalului de a reveni parțial la forma sa originală după formare) este una dintre cele mai comune surse de eroare dimensională; producătorii de scule cu experiență țin cont de acest lucru în proiectarea matrițelor de la început.
Deep Drawing
Embutarea adâncă trage un semifabricat plat într-o cavitate a matriței pentru a crea o formă goală, tridimensională - cupele, cutiile, carcasele și carcasele sunt rezultate tipice. Raportul adâncime-diametru (cunoscut sub numele de raport de tragere) determină dacă o piesă poate fi formată într-o singură tragere sau necesită mai multe etape de reducere. Majoritatea materialelor permit un raport de tragere de aproximativ 1,5 până la 2,0 pe etapă fără fisurare.
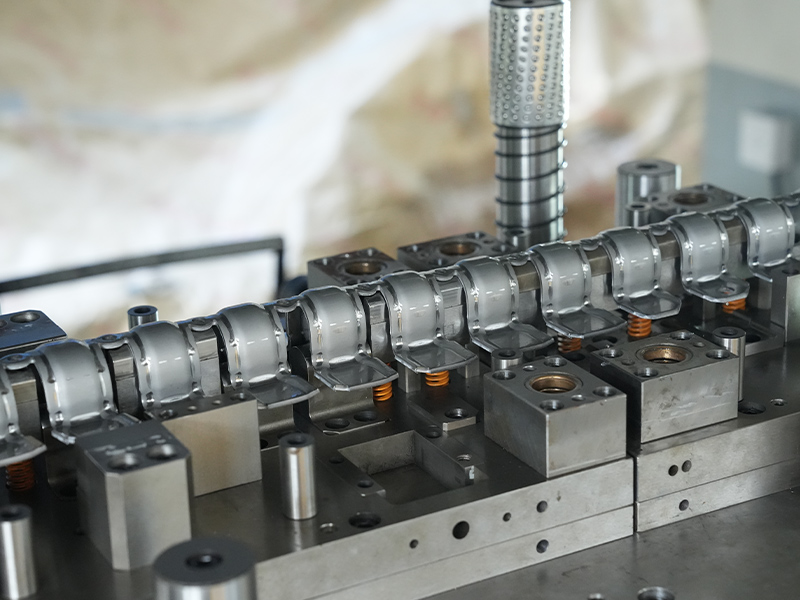
Ștanțare progresivă a matriței
Sculele cu matriță progresivă efectuează mai multe operații - decupare, perforare, îndoire, formare - în stații succesive dintr-un singur set de matrițe. O bobină de metal trece automat, avansând cu un pas pe cursă de apăsare. Matricele progresive sunt alegerea standard pentru piese de ștanțare hardware de volum mare deoarece combină operațiuni multiple într-un singur ciclu, reducând timpul de manipulare și costul pe bucată. Frecvența ciclului de 100 până la 400 de mișcări pe minut sunt obișnuite.
Ștanțare matriță de transfer
Când o piesă este prea mare sau complexă pentru a rămâne conectată la o bandă purtătoare pe tot parcursul procesului, este separată devreme și transferată mecanic între stații. Motoarele de transfer sunt preferate pentru părțile structurale mai mari, cum ar fi panourile de caroserie pentru autovehicule, unde semifabricatele trebuie repoziționate sau răsturnate între operații.
Selectarea materialului: potrivirea metalului cu aplicarea
Alegerea materialului este una dintre cele mai importante decizii într-un proiect de ștanțare. Materialul greșit poate însemna uzura sculei, formabilitate slabă, proprietăți mecanice inadecvate sau costuri inutile. Mai jos este o comparație practică a celor mai comune materiale utilizate în piese de ștanțare hardware:
| Material | Proprietăți cheie | Aplicații tipice | Considerații |
|---|---|---|---|
| Oțel carbon (SPCC / DC01) | Rezistență ridicată, cost redus, formabilitate bună | Suporturi structurale, cadre de mașini, carcase | Necesită acoperire sau placare pentru a rezista la coroziune |
| Oțel inoxidabil (304 / 316) | Rezistență excelentă la coroziune, duritate ridicată după călirea prin lucru | Dispozitive medicale, echipamente alimentare, hardware marine | Uzură mai mare a sculelor; returul elastic trebuie compensat cu grijă |
| Aluminiu (1xxx / 5xxx / 6xxx) | Ușoare, rezistente la coroziune, conductivitate termică bună | Ușurare auto, radiatoare electronice, aerospațiale | Rezistență mai mică decât oțelul; selectarea aliajului este critică |
| Cupru / aliaje de cupru | Conductivitate electrică și termică superioară, ductilă | Borne electrice, conectori, bare colectoare | Cost material mai mare; managementul oxidării necesar în depozit |
| Zinc / aliaje de zinc | Formabilitate bună, barieră naturală împotriva coroziunii, cost redus | Feronerie decorativă, ornamente auto, bunuri de larg consum | Rezistență mecanică mai mică decât oțelul; nu este potrivit pentru piese portante |
La Dingjia, lucrăm cu întreaga gamă de materiale feroase și neferoase. Al nostru gamă de produse piese de ștanțare feronerie acoperă oțel inoxidabil, oțel carbon, aluminiu, cupru, placat pe bază de cupru și ștanțare din aliaj de zinc, oferind clienților o opțiune unică, indiferent de cerințele lor de material.
Toleranțe și standarde dimensionale pe care ar trebui să le cunoașteți
Cerințele de toleranță au un efect direct asupra costului sculelor, timpului de ciclu și rata deșeurilor. Înainte de a solicita o ofertă, merită să înțelegeți ce este realizabil și care sunt cele mai mari costuri.
- Toleranțe comerciale standard pentru piesele din tablă ștanțată sunt de obicei ±0,1 mm până la ±0,3 mm pentru dimensiunile liniare, în funcție de grosimea materialului și complexitatea caracteristicilor.
- Ștanțare cu matriță progresivă de precizie poate ține de la ±0,02 mm până la ±0,05 mm pe găurile perforate și marginile obturate, cu o gestionare adecvată a jocului matriței și întreținere regulată a matriței.
- Toleranțele unghiului de îndoire sunt de obicei respectate ±1° în condiții standard și ±0,5° pentru aplicații de precizie.
- Cerințele de planeitate și perpendicularitate, în special pentru piesele utilizate în asamblarea automată, ar trebui să fie menționate clar pe desen și nu presupuse.
Specificarea unor toleranțe mai strânse decât are nevoie aplicația este una dintre cele mai comune modalități prin care cumpărătorii măresc din neatenție costul pieselor. Dacă echipa dvs. de proiectare este incertă, o revizuire DFM (Design for Manufacturability) cu furnizorul înainte de semnarea sculelor poate preveni revizuirile costisitoare ulterioare.
Opțiuni de finisare a suprafeței pentru piese de ștanțare hardware
Suprafețele metalice brute ștanțate sunt rareori starea finală a unei piese hardware. Tratarea suprafeței servește la trei scopuri principale: protecția împotriva coroziunii, îmbunătățirea estetică și modificarea funcțională (cum ar fi creșterea durității sau îmbunătățirea contactului electric). Cele mai comune opțiuni de finisare includ:
- Galvanizarea – Depune un strat subțire metalic (zinc, nichel, crom, cositor, aur) pe suprafața piesei pentru protecție și aspect anticoroziv. Grosimea este de obicei de 5-25 µm.
- Acoperire cu pulbere – Aplicarea electrostatică a pulberii polimerice, apoi întărită în cuptor. Oferă o acoperire durabilă, uniformă, cu o grosime de 60–100 µm. Frecvent pe piesele structurale din oțel carbon.
- Anodizare – Un proces electrochimic exclusiv aluminiului, care creează un strat dens, integral de oxid. Anodizarea de tip II dă 5–25 µm; Tipul III (anodizare dură) oferă 25–150 µm cu duritate semnificativ mai mare.
- Pasivare – Un tratament chimic pentru oțel inoxidabil care îndepărtează fierul liber de pe suprafață, maximizând rezistența inerentă la coroziune a materialului. Specificat în mod obișnuit pentru piese medicale și alimentare.
- Vopsea de fosfatare – Un proces comun în două etape pentru piesele de automobile din oțel: stratul de conversie din fier sau fosfat de zinc oferă aderență și rezistență la coroziune ca bază pentru vopsirea ulterioară.
- Lustruire / Debavurare – Finisarea cu vibrații sau în butoi îndepărtează bavurile și muchiile ascuțite de la elementele perforate - esențială pentru piesele care intră în contact cu mâinile, cablurile sau componentele de etanșare.
Alegerea corectă a finisării depinde de mediul de operare, de cerințele de reglementare (conformitatea RoHS este adesea necesară pentru piesele electronice) și de procesul dumneavoastră de asamblare. Informați-vă furnizorul de timpuriu despre condițiile de utilizare finală - afectează selecția materialului la fel de mult ca și finisarea.
Industrii cheie și ceea ce cer de la piesele ștanțate
Piesele de ștanțare hardware nu sunt mărfuri generice. Fiecare industrie aduce un set specific de cerințe tehnice și de reglementare pe care producătorul trebuie să le înțeleagă înainte ca prima matriță să fie tăiată.
Automobile
Automobile stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 Certificarea sistemului de calitate este efectiv obligatorie pentru furnizorii de autovehicule Tier 1 și Tier 2. Trasabilitatea materialului, documentația PPAP (Procesul de aprobare a pieselor de producție) și testarea durabilității funcționale sunt cerințe standard. Al nostru piese de ștanțare din oțel pentru automobile sunt produse sub controlul calității certificat IATF 16949.
Electronică și electrică
Terminalele, conectorii, scuturile și arcurile de contact din electronice necesită forță de contact constantă, geometrie precisă și aderență fiabilă a placajului. Piese de ștanțare din cupru și aliaje de cupru domină acest segment datorită conductivității lor electrice. Placarea cu staniu sau cu aur peste cupru este standardul pentru suprafețele de îmbinare fără coroziune. Toleranțe de micro-ștanțare de ±0,01–0,05 mm sunt comune în aplicațiile de conector.
Echipament medical
Piesele de ștanțare medicale necesită biocompatibilitate, rezistență la cicluri repetate de sterilizare și trasabilitate completă a loturilor de materiale. Oțel inoxidabil 316L este cel mai frecvent material specificat pentru rezistența sa superioară la coroziune în medii saline și chimice. Certificarea de management al calității ISO 13485 este așteptarea de bază din partea producătorilor OEM medicali.
Utilaje industriale
Suporturile structurale, panourile de carcasă și componentele mecanismului din echipamentele industriale acordă prioritate capacității portante și stabilității dimensionale pe durata de viață lungă. Oțelul carbon de înaltă rezistență și aliajele structurale de aluminiu sunt alegeri tipice. În multe cazuri, operațiunile de sudare sau nituire urmează ștanțarea, astfel încât dimensiunile semifabricate consistente și calitatea marginilor afectează direct calitatea îmbinării în aval.
Scule: investiția care determină costul piesei pe termen lung
Matrița (sau unealta) este investiția de capital principală într-un proiect de ștanțare, iar înțelegerea economiei sculelor vă ajută să luați decizii mai bune de aprovizionare.
O matriță simplă cu o singură operație pentru un suport mic ar putea costa 3.000-8.000 USD. O matriță progresivă cu mai multe stații pentru o componentă complexă a conectorului poate ajunge la 50.000 USD–150.000 USD sau mai mult, în funcție de numărul de stații, materiale și toleranțe necesare. Cu toate acestea, costul inițial este amortizat pe toată durata de producție. La volume de peste 50.000–100.000 de piese, ștanțarea oferă de obicei cel mai mic cost pe bucată din orice proces de formare a metalului.
Întrebări cheie pe care să le adresați furnizorului dvs. despre scule:
- Care este durata de viață nominală a matriței (numărul de curse înainte de a fi necesară întreținerea majoră)?
- Cine deține sculele și ce se întâmplă cu acestea dacă schimbați furnizorul?
- Care este programul de întreținere a sculelor și cine suportă costul ascuțirii de rutină?
- Poate fi modificat același set de matrițe dacă designul dvs. se modifică ușor sau este necesară o unealtă nouă?
Un furnizor cu capabilități interne de proiectare și întreținere a matrițelor – mai degrabă decât unul care externalizează sculele – oferă de obicei timpi de livrare mai rapidi la primele mostre și mai mult control asupra calității și longevității sculelor.
Controlul calității în ștanțarea hardware: cum arată un proces riguros
Numai precizia dimensională nu definește calitatea piesei. Un sistem robust de control al calității pentru piesele de feronerie ștanțate acoperă întregul flux de producție:
- Inspecția materialului primit – Verificarea certificatelor de material și eșantionarea proprietăților mecanice și a grosimii înainte ca bobinele să intre în producție.
- Inspecția primului articol (FAI) – Verificarea dimensională completă a primului eșantion de producție în raport cu desenul de inginerie înainte de începerea producției în masă.
- SPC în proces (control statistic al procesului) – Eșantionarea pieselor la intervale definite în timpul producției și urmărirea dimensiunilor critice pe diagramele de control pentru a prinde deriva înainte de a produce piese defecte.
- Inspecția mașinii de măsurat coordonate (CMM). – Pentru caracteristicile cu toleranță strânsă, măsurarea CMM elimină subiectivitatea operatorului și oferă rapoarte dimensionale documentate.
- Inspecție vizuală și de suprafață – Verificarea bavurilor, fisurilor, zgârieturilor, defecte de placare și alte anomalii ale suprafeței în condiții de iluminare definite.
- Controlul de ieșire al calității (OQC) – Inspecție finală de eșantionare bazată pe AQL înainte de expediere, cu rapoarte de inspecție furnizate clientului.
Ținem Certificare IATF 16949 și operează un laborator de calitate echipat cu instrumente de măsurare în coordonate Zeiss și CMM-uri semiautomate. Pentru clienții din industriile reglementate, putem furniza înregistrări complete de inspecție și documentație de trasabilitate a materialelor cu fiecare transport.
Cum se evaluează un furnizor de piese de ștanțare hardware
Alegerea producătorului potrivit este la fel de importantă ca și designul corect. Iată un cadru practic de evaluare bazat pe criteriile care determină de fapt fiabilitatea aprovizionării pe termen lung:
| Criteriu | Ce să cauți | Steaguri roșii |
|---|---|---|
| Capacitatea de scule | Echipa internă de proiectare și întreținere a matrițelor | Toate sculele sunt externalizate; suport limitat DFM |
| Echipament de presa | Gama de tonaj (acoperă grosimea piesei); prese moderne controlate cu CNC | Doar una sau două dimensiuni de presă; echipamente vechi, fără înregistrări de întreținere |
| Certificare de calitate | IATF 16949 (auto), ISO 9001, ISO 13485 (medical) | Nicio certificare sau certificare care nu a fost reînnoită recent |
| Echipamente de inspecție | CMM, comparatoare optice, testere de duritate la fața locului | Încrederea pe calibrele manuale numai pentru caracteristici de precizie |
| Lățimea materialului | Se ocupă de materiale feroase și neferoase în interior | Specializat într-o singură familie de materiale; nu poate suporta viitoarele modificări de design |
| Comunicare | Răspuns la întrebări tehnice; proactiv cu privire la feedback-ul DFM | Încet să răspundă; evită angajarea la garanții dimensionale |
Salutăm auditurile din fabrică și suntem bucuroși să ghidăm clienții potențiali prin procesul nostru de producție, camera de scule și laboratorul de calitate. Transparența în etapa de calificare este cea mai bună modalitate de a construi genul de relație de aprovizionare pe termen lung care să beneficieze ambele părți.
Profitați la maximum de proiectul dvs. de ștanțare: sfaturi practice
După ce a lucrat cu clienți din industriile auto, electronice și medicale de peste 15 ani, acestea sunt practicile care duc în mod constant la rezultate mai bune:
- Distribuiți estimarea anuală a volumului dvs devreme. Chiar și o cifră aproximativă (de exemplu, 200.000 de bucăți/an) determină dacă sculele progresive, sculele de transfer sau sculele compuse au sens economic și influențează direct investiția în scule pe care vi se va cere să o faceți.
- Specificați doar toleranțele pe care le veți verifica efectiv. Dacă inspecția dvs. primită nu verifică o dimensiune, nu are rost să țineți furnizorul la ±0,02 mm pe ea - doar plătiți pentru un proces mai strict fără niciun beneficiu.
- Solicitați o revizuire DFM înainte de aprobarea sculelor. Modificările mici - adăugarea unei raze la un colț interior ascuțit, ajustarea distanței dintre gaură la margine sau modificarea unei scule de îndoire - pot reduce semnificativ uzura sculei și pot îmbunătăți consistența piesei fără penalizări de proiectare.
- Consolidați-vă furnizorii de ștanțare acolo unde este posibil. Folosirea unui producător cu o capacitate largă de materiale înseamnă mai puține procese de calificare, mai puține stiluri de instrumente de gestionat și o pârghie mai puternică pentru programarea prioritară în perioadele cu cerere mare.
- Planificați finisajul suprafeței înainte de tăierea sculelor. Unele procese de finisare (de exemplu, placarea grea cu zinc) adaugă acumulare dimensională care trebuie luată în considerare în geometria piesei de la început, neadaptată ulterior.
De ce să lucrați cu un producător specializat de ștanțare hardware
Ștanțarea hardware pare înșelător de simplă din exterior - o presă coboară, o formă iese. În practică, o operație de ștanțare de înaltă calitate implică o inginerie precisă a matriței, cunoștințe în știința materialelor, disciplina de control al procesului și răspuns rapid la uzura sculelor. Diferența dintre un furnizor mediocru și unul capabil apare în rata de deșeuri, verificările de potrivire pe linia de asamblare și cererile de garanție - nu doar în prețul pe bucată.
Changzhou Dingjia Metal Technology Co., Ltd. produce piese de ștanțare hardware de precizie din 2010, operând dintr-un Locație de 6.900 m² în districtul Wujin, Changzhou, cu o echipă de 56 de tehnicieni cu experiență și 24 de mașini de perforat capabile să Capacitate lunară de ștanțare de 500 de tone . Producția noastră acoperă atât materiale feroase, cât și neferoase, iar piesele noastre servesc clienților din sectoarele auto, electronice și mașini medicale la nivel global.
Dacă vă aprovizionați cu piese de ștanțare hardware și doriți un producător cu adâncimea sculelor, infrastructura de calitate și gama de materiale care să vă susțină întregul ciclu de viață al produsului, vă invităm să explorați gamă completă de piese de ștanțare feronerie sau contactați-ne direct pentru a discuta cerințele proiectului dumneavoastră.











